

精益物流与供应链


精益物流与供应链
1、概述:
准时化生产和自働化是精益生产的两大支柱。准时化拉动式生产系统有三种基本类型:库存超市拉动系统、顺序拉动系统和两者的混合拉动系统。
精益物流与供应链意在帮助企业打造以生产主计划、分厂计划和现场作业计划组成的顺序拉动生产计划体系,建立支持准时化生产的最优物流方式,进而实现准时化的拉动式生产。尤其适用于多品种、小批量,严格按照订单生产的企业。
2、 企业面临问题:
1) 生产主计划:
a) 仅是罗列订单,未进行产能平衡;
b) 订单产出顺序和批量不明确;
c) 没有时间节点;
d) 无法有效的指导生产。
2) 分厂计划:
a) 分厂计划与主计划脱节,包括编制、执行和异常反馈等环节;
b) 没有时间节点;
c) 未进行实绩监控。
3) 现场作业计划:
a) 机加工零件种类多,工艺路线复杂,现场作业计划编制困难;
b) 缺少现场作业计划,主要依靠现场管理者的经验安排生产;
c) 没有开工和完工时间;
d) 每日只是对产出和进度进行记录,而不是按计划进行生产。
4) 各分厂或工序站在自己的岗位,做最符合自己利益的行动和决策:
a) 过分追求人员/生产效率;
b) 即便材料不齐,能干多少是多少或者随意提前生产;
c) 为减少设备换模,各工序大批量且无规则并批生产。
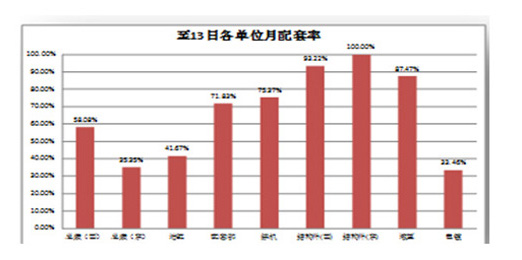
5) 上游供下游工序的物料齐套性差;
6) 工序之间物流混乱;
7) 下游工序被动的等待生产,来什么干什么,有效产出低。
3、 西电爱波瑞提供的服务:
1) 周期:6-8个月
2) 步骤:
a) 物流优化:
关键节点建立缓冲区,进行齐套性监控
建立标准的物流信息流流程
缓冲区三定目视化管理
b) 建立生产主计划、分厂计划和现场作业计划相互关联、有效的拉动式生产计划体系 生产主计划的模板、排产原则、流程等 分厂计划的模板、编制原则、编制方法等 现场作业计划的模板、编制方法等 产能校核、生产异常时,三级生产计划的调整原则、方法和流程
c) 最终实现以总装为龙头的顺序拉动式生产方式 试运行 标准化,持续改进
3) 方法工具:精益原理和原则 方法和工具顺序拉动生产(Sequential Pull System) 5S 先进先出(FIFO) 目视化管理(VM) 瓶颈理论(TOC) 价值流分析(VSM) 缓冲区管理 快速换模(SMED) 工艺流程分析(PA)
4、 预期效果:
1) 定量指标
a) 提高准时交货率
b) 内部上下游工序的物料齐套性
c) 降低在制品量
2) 定性指标
a) 完善有效的拉动式三级计划体系
b) 有效的物料监控流程和异常处理流程
c) 有序的内部物流


| | |||
| 精益为基 智能引领 |  | 精益从心开始 改善从今天做起 | |
|
| |||
 | 精益管理 体验式培训中心 智能制造应用人才培训基地 精益管理和智能制造为一体的综合性人才孵化中心 | 咨询电话:029-33199115 33199112 版权所有:西安西电爱波瑞企业管理咨询有限公司 公司地址:陕西西咸新区世纪大道东段西安技师学院D座4楼 网站备案:陕ICP备16009668号 |
版权声明:本网站所刊内容未经本网站及作者本人许可,不得下载、转载或建立镜像等,违者本网站将追究其法律责任。本网站所用文字及图片部分来源于公共网络或者素材网站,凡图文未署名者均为原始状况,但作者发现后可告知认领,我们仍会及时署名或依照作者本人意愿处理,如未及时联系本站,本网站不承担任何责任。